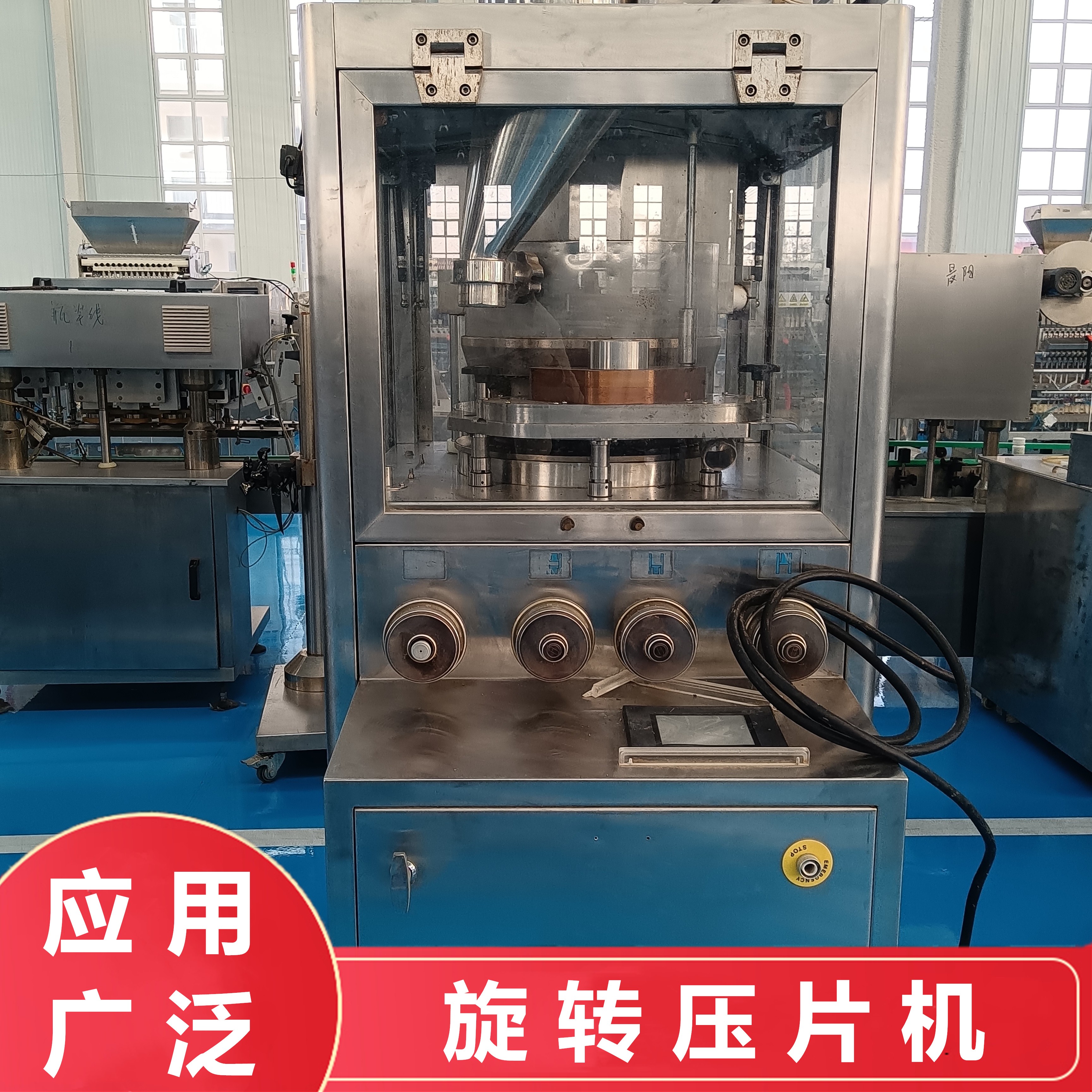
資料簡介
優化物料配方(添加助流劑如微粉硅膠),確保物料混合均勻;
清理加料器,更換磨損的加料刮板;
校驗沖模尺寸,更換不合格沖模。
物料流動性差,加料斗下料不均,轉盤上各模孔填充量不一致;
加料器磨損或堵塞,無法均勻給料;
沖模尺寸偏差、磨損,模孔容積不一致。
核心原因:
解決辦法:
適當提高壓片壓力,降低轉盤轉速延長受壓時間;
調整物料含水量(制藥片一般控制在 3%~5%),重新制粒;
拋光或更換磨損沖頭。
壓片壓力過低,或轉速過快,物料受壓時間短;
物料顆粒度過大、含水量不適(太干或太濕);
沖頭表面磨損,物料打滑無法壓實。
核心原因:
解決辦法:
降低物料含水量,增加脫模劑比例;
更換光潔度達標沖頭,定期清潔沖頭表面;
避免使用腐蝕性強的物料,做好沖頭防銹。
物料粘性過大、含水量過高,導致粘在沖頭表面;
沖頭表面光潔度不夠,或有銹蝕、劃痕;
壓片時未使用脫模劑(如硬脂酸鎂)或用量不足。
核心原因:
解決辦法:
壓片前加裝物料篩檢裝置,去除硬質雜質;
嚴格按規程安裝沖模,保證配合間隙合理;
定期給沖模導向部位加專用潤滑劑,控制運行轉速。
物料中混入金屬雜質、硬質顆粒,壓片時沖擊沖模;
沖模安裝不當,與轉盤模孔配合間隙過小;
長期高速運行導致沖頭疲勞,或潤滑不足卡澀。
核心原因:
解決辦法:
適當降低壓片壓力,匹配物料硬度需求;
檢修軸承,更換磨損部件并加注潤滑脂;
調整加料速度,避免模孔超量填充。
壓片壓力設置過高,電機負載過大;
轉盤軸承磨損、卡滯,轉動阻力增加;
加料量過大,導致模孔過度填充,阻力陡增。
核心原因:
解決辦法:
緊固地腳螺栓,重新校準設備水平;
更換重量不均的沖模,確保轉盤動平衡;
更換齒輪箱潤滑油,檢修磨損齒輪。
設備地腳螺栓松動,或安裝水平度偏差;
轉盤動平衡失衡(如沖模重量不一致);
齒輪箱缺油、齒輪磨損嚙合不良。
核心原因:
解決辦法:
核心原因:混合物料的粒徑、密度差異大,壓片過程中出現分層,導致片劑成分波動。
解決辦法:優化混合工藝,延長混合時間;添加粘合劑增強物料結合力。
核心原因:加料斗下料不暢、沖模磨損導致壓片速度被迫降低;或物料堵塞模孔頻繁停機清理。
解決辦法:加裝加料斗振動裝置,定期維護沖模,保持模孔通暢。
制藥行業使用時,每次更換物料需清潔設備,避免交叉污染,符合 GMP 標準。
定期校驗設備壓力、轉速、重量檢測裝置,確保參數精準。
沖模作為易損件,需定期檢查磨損情況,及時更換,避免引發設備故障。




免責聲明
投稿電話:0571-89719776
投稿郵箱:357275273@qq.com
 微信公眾號
微信公眾號
隨時掌握行業動態
 采購中心
采購中心
采購專員1對1咨詢
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  預告
預告 









