盤點多列顆粒包裝機的優勢
多列顆粒包裝機是針對顆粒狀物料(如食品沖劑、藥品顆粒、化工顆粒等)設計的高速包裝設備,核心優勢集中在效率、成本、空間、穩定性四大維度,尤其適配規模化、標準化的顆粒產品包裝需求,具體盤點如下:
這是多列顆粒包裝機最核心的優勢,遠超單列 / 雙列設備:
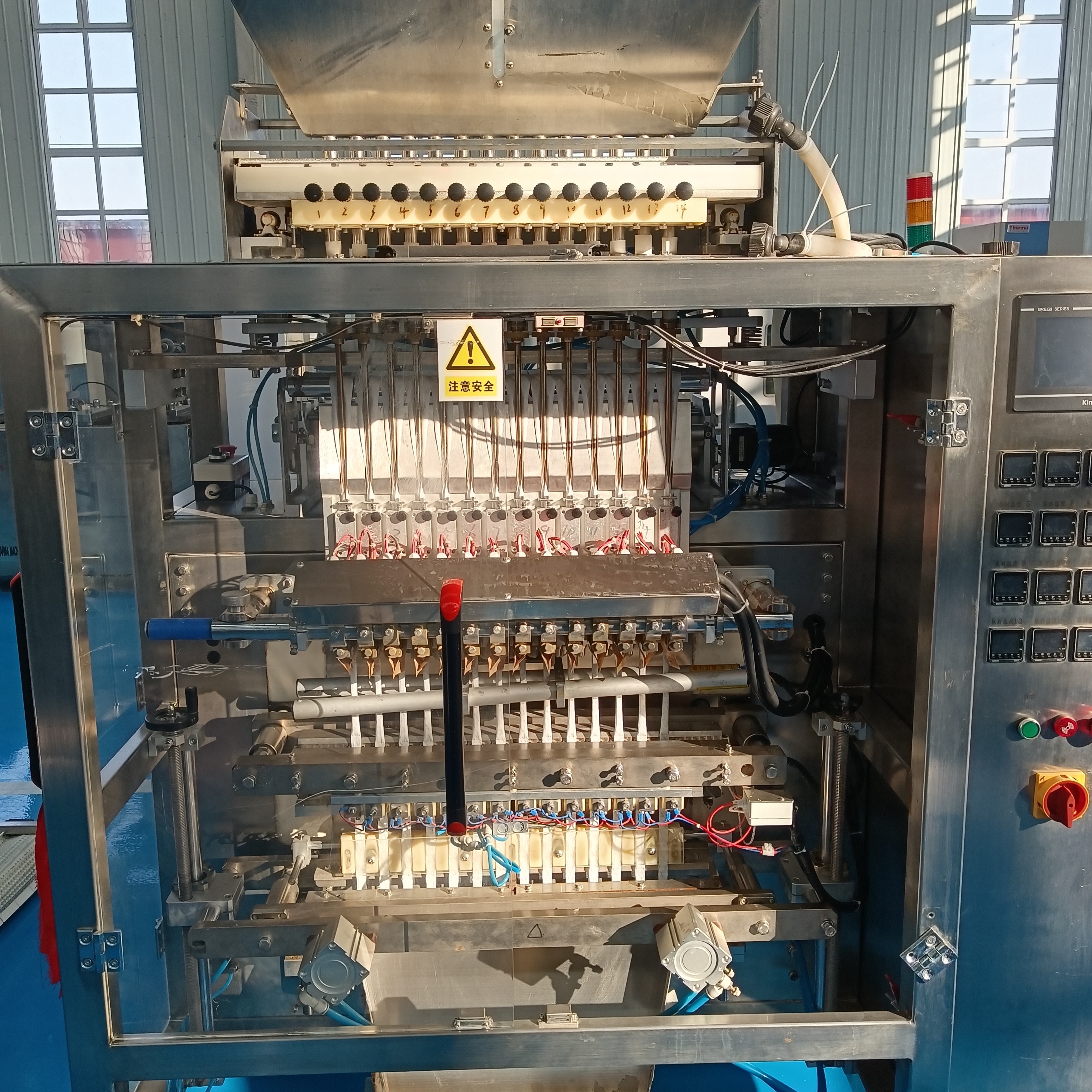
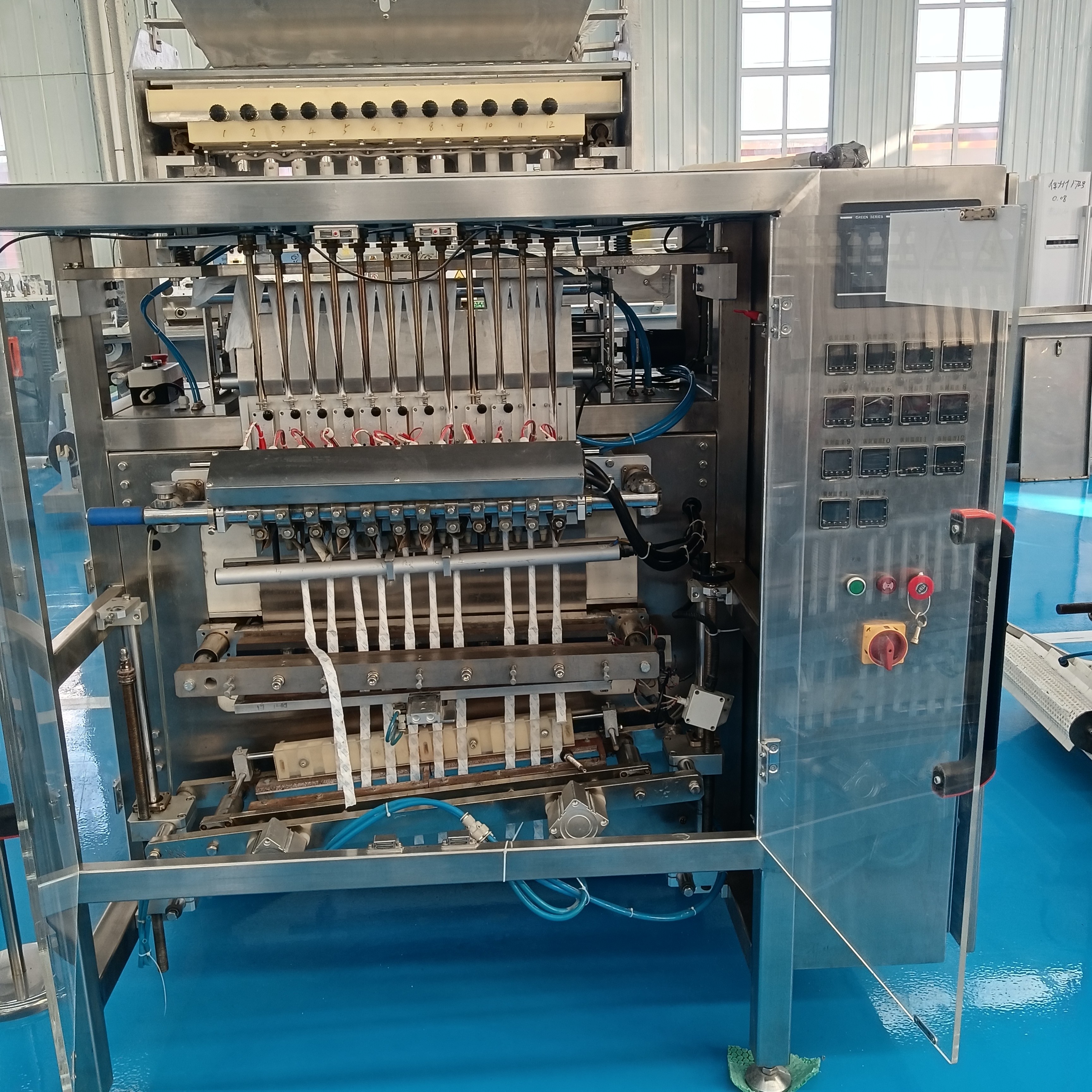
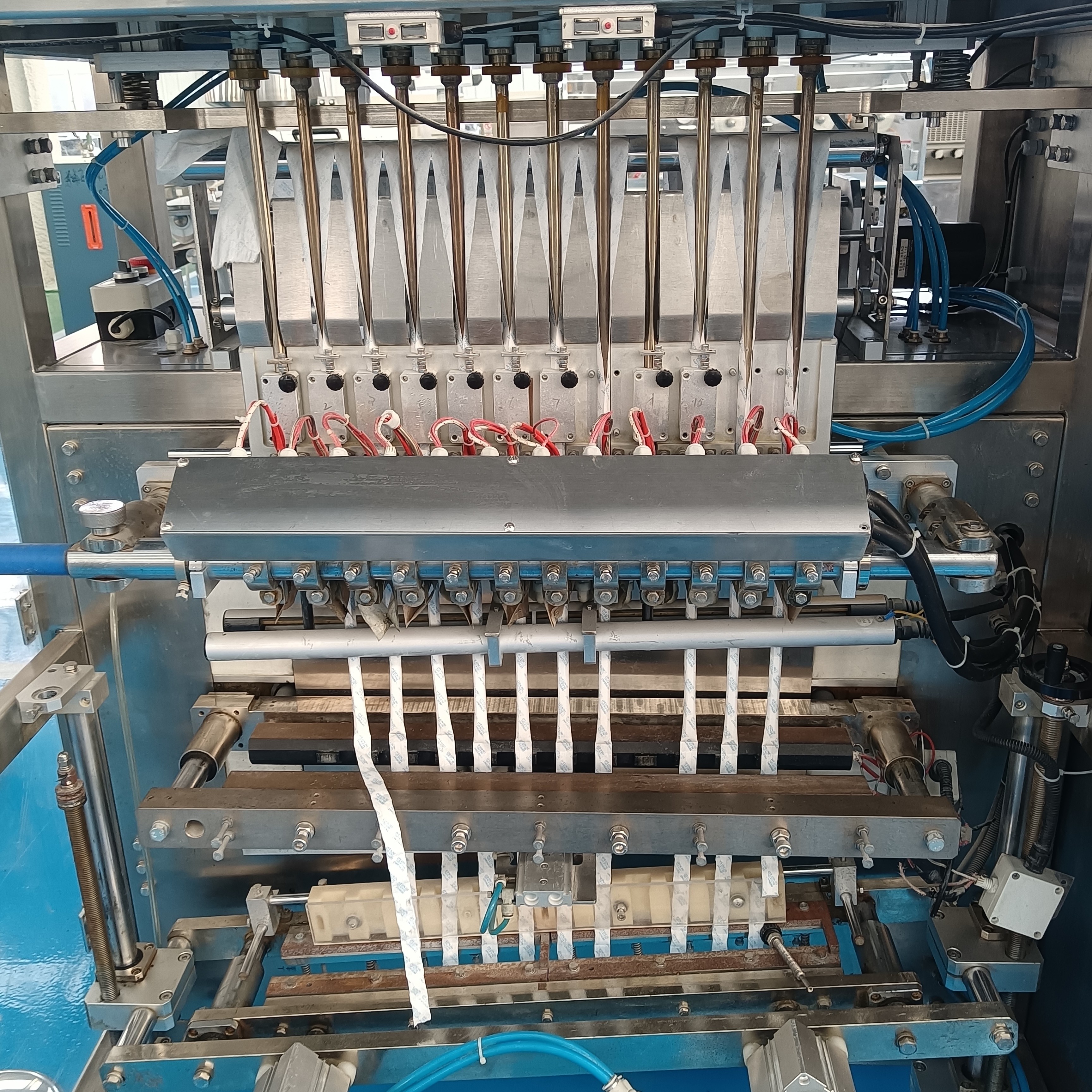
多通道同步作業:設備集成 4~12 列獨立包裝單元(常見 6 列、8 列),每列可同步完成計量、制袋、填充、封口、切袋全流程,單臺設備的包裝速度可達 200~600 袋 / 分鐘(6 列機約 300 袋 / 分鐘,12 列機可達 600 袋 / 分鐘),是單列機的 4~12 倍;
量化對比:以每日運行 8 小時計算,6 列機單日產能約 14.4 萬袋,單列機僅 2.4 萬袋,可滿足食品、藥品行業 “大批量、快交付” 的生產需求;
連續運行能力:配備大容量料斗(可存儲 50~100kg 物料)、自動糾偏、斷膜報警功能,支持 24 小時連續運行,減少停機補料、故障處理的時間損耗。
規模化作業直接攤薄單袋包裝的人力、能耗、耗材成本:
人力成本節省:單臺多列機僅需 1~2 名操作人員(負責補料、巡檢),即可完成傳統 4~12 名單列機操作工的工作量,人力成本降低 70% 以上;
能耗與耗材優化:多列機共享一套動力系統、溫控系統,單位產能的耗電量比多臺單列機低 30%~50%;同時,多列機采用連卷膜同步制袋,膜料利用率達 98%(單列機易因換膜、調機浪費膜料),包裝膜成本降低 10%~15%;
場地成本壓縮:單臺 12 列機的占地面積約 10~15㎡,產能相當于 12 臺單列機(總占地約 30~40㎡),節省 50% 以上的廠房空間,尤其適合車間面積有限的企業。
針對顆粒物料的計量特性做了專項優化,避免漏裝、多裝問題:
精準計量系統:配備多頭電子秤、容積式計量杯或螺桿計量裝置,計量精度可達 ±1%,遠高于人工包裝;
同步控制技術:所有列的制袋、封口、切袋動作由同一套 PLC 系統控制,確保每一列的包裝袋尺寸、封口溫度、裝量一致,避免單列機因獨立控制導致的包裝差異;
適配小規格包裝:擅長處理 5~50g 的小劑量顆粒包裝(如藥品顆粒、速溶咖啡、調味品),能實現窄袋(寬度 15~30mm)高速包裝,滿足精細化產品的包裝需求。
支持多樣化的顆粒物料和包裝形式,靈活性不遜于單列機:
物料適配范圍:可處理流動性好的顆粒(如白砂糖、食鹽)、流動性差的顆粒(如中藥顆粒、代餐粉顆粒)、混合顆粒(如堅果麥片、復方藥顆粒),通過更換計量裝置即可快速切換物料;
包裝形式豐富:可生產背封袋、三邊封袋、四邊封袋,支持易撕口、虛線撕痕、生產日期噴碼等附加功能,滿足不同品牌的包裝設計需求;
自動化聯動能力:可對接上游物料混合機、輸送機,下游裝箱機、貼標機,實現 “配料 - 包裝 - 裝箱” 全流程自動化,進一步減少人工干預。
結構設計更耐用,故障發生率遠低于多臺單列機并聯:
模塊化設計:每一列的包裝單元為獨立模塊,某一列故障時可單獨停機維修,其余列繼續運行(單列機故障則整臺停機),減少整體產能損失;
核心部件耐用:采用進口伺服電機、耐高溫封口器、耐磨切刀,運行時間可達 8000 小時以上,年維護成本僅為設備總價的 2%~3%(多臺單列機的維護成本合計約 5%~8%);
智能運維系統:配備故障自診斷、遠程監控功能,可提前預警電機過載、膜料不足、封口溫度異常等問題,避免突發停機,降低維修難度。
特別適配食品、藥品等對包裝衛生、追溯性有嚴格要求的行業:
多列顆粒包裝機的核心價值是 “以一敵多”—— 用單臺設備的投入,實現多臺單列機的產能,同時兼顧精度、成本、合規性,是規模化顆粒產品生產的 “剛需設備”
多列顆粒包裝機的工作效率受哪些因素的影響?


 微信公眾號
微信公眾號
 采購中心
采購中心
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  直播中
直播中 









