資料簡介
控制物料粒徑與濕度:混合前需確保物料粒徑差異較小(若差異大,可先將粗顆粒粉碎至與細顆粒接近的粒徑),避免因“粒徑分級”導致混合不均或效率下降;同時控制物料含水率在5%以下(粘性物料可適當降低至3%),防止粉體團聚結塊,減少物料在筒壁的粘附。
提前破碎與過篩:對易團聚的物料(如受潮的輔料、超細粉體),混合前通過振篩機過80-120目篩,打散結塊顆粒;對于含有塊狀雜質的物料,需先經破碎機處理,避免大塊物料阻礙筒內物料循環運動。
按比重差異分批投料:當混合物料比重差異較大時(如主料比重1.2,輔料比重0.8),應先投入比重較大的物料,再緩慢加入比重較小的物料,利用筒體旋轉的離心力讓輕物料均勻分散到重物料中,避免輕物料浮于表面或重物料沉底,減少分層返工。
合理控制填充率:V型混合機的填充率為筒體有效容積的30%-60%。填充率過低時,物料在筒內提升高度不足,跌落混合效果弱;填充率過高時,物料擁擠無法充分對流,混合死角增多。例如200L混合機,建議投料量控制在60-120L之間
優化旋轉轉速:根據物料特性調整轉速,常規粉體(如淀粉、乳糖)建議轉速為10-15r/min;比重較大或粘性稍高的物料(如中藥浸膏粉)可提高至15-20r/min,但需避免超過20r/min(防止產生靜電或物料飛濺)。可通過小批量試驗確定“混合均勻度達標時間最短”的轉速,通常轉速每提高2r/min,混合時間可縮短5%-8%。
設定混合時間:通過“定時取樣檢測均勻度”確定最短有效混合時間,避免過度混合(浪費能耗)或混合不足(返工耗時)。例如制藥行業輔料混合,一般5-10分鐘即可達標,可在設備上設置定時報警,精準控制停機時間。
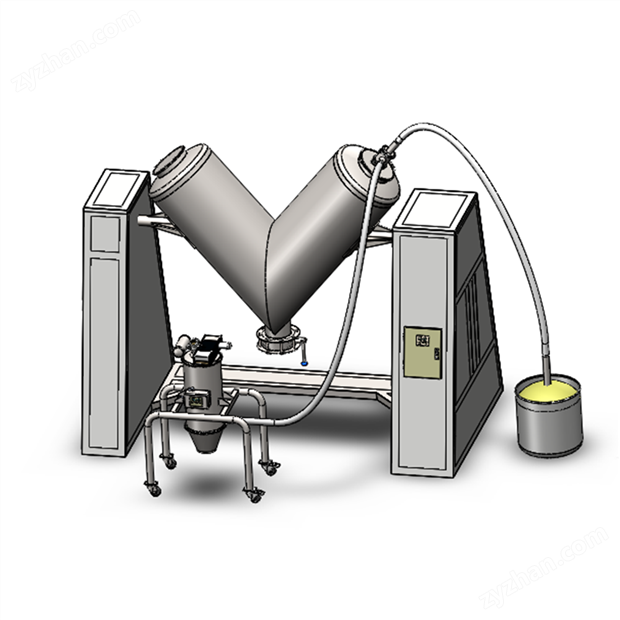
加裝強制攪拌槳:針對粘性大、比重差異顯著的物料(如膏狀粉體、金屬粉末與塑料顆粒混合),在V型筒體底部匯合處加裝槳式或螺旋式強制攪拌槳(轉速50-100r/min),輔助打散團聚物料,強化局部剪切混合,可使混合效率提升20%-30%。
配置真空上料系統:采用真空上料機替代人工投料,不僅能減少投料時間(如200L混合機人工投料需15分鐘,真空上料僅需5分鐘),還能避免物料粉塵飛揚導致的損耗,同時保證投料過程密閉,符合潔凈生產要求。
增加筒壁敲擊裝置:對易粘壁的物料(如碳酸鈣、氫氧化鋁),在筒體外側安裝氣動敲擊錘(頻率1-3次/分鐘),定期敲擊筒壁振落粘附的物料,避免物料堆積形成死角,確保筒內物料全部參與混合。
開機前檢查與清潔:每次使用前檢查筒體密封是否完好(防止漏料)、攪拌槳(若有)轉動是否順暢、電機與減速器潤滑是否充足;同時清潔筒體內壁(用純化水沖洗后吹干,或用同批次物料“過渡清洗”)
連續作業合理排班:對于多批次生產,合理安排投料、混合、出料的銜接時間,例如前一批次物料出料時,同步準備下一批次的預處理物料,實現“混合-出料-投料”無縫銜接,減少設備空轉等待時間。
定期維護設備部件:每月檢查電機皮帶松緊度(過松會導致轉速下降,混合效率降低)、軸承磨損情況;每季度更換減速器潤滑油;每年對筒體內壁拋光處理(維持粗糙度Ra≤0.8μm),確保物料流動順暢,減少粘附阻力。
熱敏性物料:在筒體夾套中通冷卻水(溫度15-25℃),控制混合過程中物料溫度不超過40℃,避免物料因高溫結塊,同時保證混合穩定性。
易燃易爆物料:采用防爆型電機與電器元件,混合時通入惰性氣體(如氮氣)置換筒內空氣,控制氧含量低于5%,同時降低轉速至8-12r/min,減少靜電產生,在安全前提下保證混合效率。





免責聲明
投稿電話:0571-89719776
投稿郵箱:357275273@qq.com
 微信公眾號
微信公眾號
隨時掌握行業動態
 采購中心
采購中心
采購專員1對1咨詢
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 預告
預告  預告
預告  預告
預告