在預灌封注射器的生產過程中,針管作為直接接觸藥液并刺入人體的關鍵部件,其質量直接影響產品安全性和使用性能。彎曲壽命(韌性)是評價針管抗反復彎曲斷裂能力的核心指標,與臨床使用中斷針風險直接相關。本文將結合GB/T 18457-2024《制造醫療器械用不銹鋼針管》及ISO 9626標準,系統闡述預灌封注射器來料檢驗中針管彎曲壽命測試的技術要點。
預灌封注射器用針管與普通注射針相比具有以下特點,這些特點決定了其來料檢驗的特殊要求:
尺寸精細化:預灌封注射器多用于生物制劑、疫苗等高價值藥品,針管通常更細(常見外徑0.2mm~0.4mm),以減輕患者疼痛。細針管的彎曲壽命對材料缺陷和表面損傷更敏感。
壁厚薄型化:為兼顧內徑流通量與患者舒適度,預灌封針管多采用薄壁或超薄壁設計。壁厚減薄使針管截面模量下降,相同彎曲角度下應力水平更高,對材料韌性的要求更為嚴苛。
與針座連接方式:預灌封注射器針管通常通過膠粘或激光焊接與塑料針座連接,連接處的應力分布與普通注射針不同,彎曲壽命測試時應考慮這一結構特點。
根據GB/T 18457-2024標準,針管來料檢驗應包括外觀、尺寸、剛性、韌性等項目。其中韌性即彎曲壽命測試,是評價材料抗疲勞性能的關鍵。
測試原理:采用兩點彎曲法,將針管一端剛性固定,在距固定點規定跨距L處施加作用力,使針管向正反方向反復彎曲規定角度θ,頻率0.5Hz,直至達到規定次數或發生斷裂。試驗后用≥20倍顯微鏡檢查彎曲部位,任何可見裂紋判為不合格。
標準關鍵參數(根據GB/T 18457-2024):
| 參數項目 | 要求規定 | 對預灌封針管的特別考量 |
|---|---|---|
| 彎曲角度 | 20°~30°范圍內選擇,常用25° | 超薄壁針管可選用30°進行加嚴測試 |
| 跨距選擇 | 標準附錄按公稱規格給出推薦值 | 針對0.2mm~0.4mm細針管,跨距通常為5mm~10mm |
| 試驗頻率 | 0.5Hz±5% | 頻率過高可能導致非正常疲勞響應 |
| 彎曲次數 | 不同規格壁厚分別規定 | 超薄壁針管次數要求通常低于正常壁 |
| 結果判定 | ≥20倍顯微鏡觀察,無可見裂紋 | 預灌封針管需特別注意連接區域觀察 |
1. 抽樣方案與樣品準備
抽樣應具有代表性,覆蓋不同包裝單元和批次。通常按GB/T 2828.1標準確定抽樣水平和AQL值。
樣品長度應滿足夾持和跨距要求,通常不少于30mm。
用無水乙醇清潔針管表面,去除油污和顆粒物。注意避免損傷極細針管。
2. 夾持與對中
使用專用柔性夾頭,夾持力適中,避免夾傷超薄壁針管。
確保針管軸線與夾持中心線重合,偏載會導致測試結果異常。
對于已裝配針座的針管,夾持位置應統一規定(如夾持針管根部)。
3. 跨距設定
根據針管公稱規格,從GB/T 18457-2024附錄表A.1中查取推薦跨距。
使用精度0.1mm的測量工具確認實際跨距,調整至規定值±0.1mm以內。
對于超細針管(<0.3mm),跨距設定后需在顯微鏡下確認壓頭作用位置。
4. 彎曲角度校準
將儀器調至規定角度(如25°),使用角度量具測量實際角度,偏差應≤0.5°。
對于選用30°加嚴測試的超薄壁針管,同樣需驗證角度準確性。
5. 測試過程監控
觀察彎曲過程是否平穩,有無異常抖動。
注意聽有無金屬疲勞斷裂前的細微聲響。
試驗頻率應穩定在0.5Hz±2%范圍內。
6. 結果觀察與判定
達到規定次數后,取下針管。
使用≥20倍體視顯微鏡仔細觀察彎曲部位,特別是彎曲弧外側和針管與針座連接區域。
調整照明角度,使光線斜射彎曲部位,裂紋處會產生明顯光散射。
任何肉眼可見的裂紋、發紋均判定為不合格。
記錄裂紋出現位置和形態,便于供應商改進。
7. 數據記錄與追溯
記錄測試日期、樣品批號、規格、壁厚類型、測試參數、實際彎曲次數、結果判定等信息。
保存典型樣品的顯微照片,作為質量記錄。
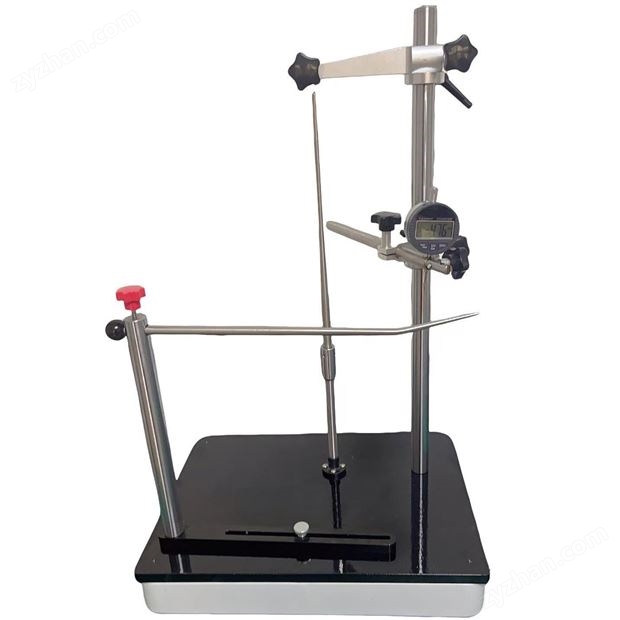
一臺符合GB/T 18457-2024要求,適用于預灌封注射器針管檢驗的針管彎曲壽命測試儀,應具備以下核心特征:
彎曲角度控制精度±0.5°,可穩定設定20°~30°范圍內任意角度
跨距調節精度±0.1mm,能準確執行針對0.2mm~0.4mm細針管的跨距要求
試驗頻率穩定在0.5Hz±2%,確保彎曲速度符合規定
夾持系統適應0.18~3.4mm全規格針管,對極細針管有專用柔性夾頭,不損傷樣品
顯微成像系統(放大≥20倍)輔助裂紋判定,避免漏檢
可追溯校準記錄,支持醫療器械注冊審評
不符合標準儀器的典型問題與數據偏差:
彎曲角度控制偏差:超過±2°時,應力狀態改變,可能導致將不合格品誤判為合格。例如,某批次超薄壁針管實際彎曲壽命僅1.5次(不合格),因角度偏小測得2.2次(合格),流入臨床后存在斷針風險。
跨距設定不準確:誤差超過0.5mm時,對于0.2mm細針管,應力偏差可達30%,測試結果不可比。
夾持損傷:夾持力過大或夾持面粗糙,極細針管測試前已受損,誤判為不合格。
頻率不穩定:波動超過10%時,數據重復性差,無法真實反映產品質量。
缺乏顯微觀察:僅憑肉眼易漏檢微裂紋,導致帶傷針管放行,臨床使用中斷裂風險顯著增加。
無法適配細針管:夾持系統最小規格不滿足0.2mm要求,無法檢驗預灌封注射器常用細針管。
有案例顯示,某預灌封注射器生產企業使用普通測試儀檢驗一批0.23mm超薄壁針管,因跨距設定偏差0.5mm,測得彎曲壽命平均2.8次(合格);后改用符合標準的高精度儀器復測,實際平均壽命僅2.0次(不合格),直接避免了潛在的質量風險。
問題1:測試結果波動大,CV%超過15%
可能原因:夾持狀態不一致、樣品本身差異大、跨距設定誤差。
防控建議:統一操作手法,使用定位裝置確保對中;增加抽樣量;定期驗證儀器精度。
問題2:極細針管測試中頻繁根部斷裂
可能原因:夾持力過大、夾頭損傷、針管根部存在應力集中。
防控建議:使用可調壓柔性夾頭,優化夾持參數;顯微鏡檢查夾頭狀態;排查供應商針管根部質量。
問題3:與供應商測試數據差異大
可能原因:測試標準版本不同、儀器精度差異、參數設置不一致。
防控建議:統一測試標準和方法;定期進行供應商比對測試;建立共同認可的參考樣品。
問題4:測試效率低,影響來料檢驗周期
防控建議:配置多工位測試儀,一次可測試多支樣品;優化操作流程;建立快速判定規則。
如果您正在尋找可滿足您各種需求的最佳解決方案,歡迎聯絡我們,我們非常樂意和您一起討論您的需求。
問:預灌封注射器來料檢驗中,針管彎曲壽命測試的抽樣量如何確定?
答:通常按GB/T 2828.1計數抽樣程序,根據產品批量、AQL值和檢驗水平確定樣本量。對于高風險產品(如超薄壁細針管),可適當加嚴抽樣。建議每批次至少測試3支,發現不合格時加倍取樣復試。
問:測試時發現針管彎曲部位出現微小裂紋但未斷裂,是否判定合格?
答:根據GB/T 18457-2024,試驗后用≥20倍顯微鏡觀察到任何可見裂紋,即判定為不合格。裂紋的存在表明針管在反復彎曲應力下已發生損傷,臨床使用中可能擴展導致斷裂。
問:預灌封注射器針管已經裝配了針座,測試時夾持位置如何選擇?
答:建議在檢驗規程中統一規定夾持位置。通常可夾持針管根部(靠近針座處),模擬臨床使用中針管與針座連接區域的受力狀態。夾持時應避免影響針座或造成額外應力。
問:如何驗證彎曲壽命測試儀的夾持系統不會損傷極細針管?
答:可用同批報廢樣品進行驗證測試。在設定參數下完成測試后,用高倍顯微鏡檢查夾持部位,確認無壓痕、劃傷等痕跡。同時可對比不同夾持力下的測試結果,選擇數據穩定且無損傷的最小夾持力。
問:GB/T 18457-2024與ISO 9626:2016對彎曲壽命的要求有何差異?
答:兩項標準在核心技術要求上高度協調,主要差異體現在跨距推薦值的微小修約和彎曲角度選擇表述上。對于預灌封注射器用細針管,建議以產品目標市場適用的標準為準,或選擇較嚴格的要求執行。
本文內容僅供參考討論,基于有限的研究資料整理而成,如有疑問或發現錯誤,歡迎與我們溝通指正。如果您正在尋找可滿足您各種需求的最佳解決方案,歡迎聯絡我們,我們非常樂意和您一起討論您的需求。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  預告
預告  預告
預告