在醫用針管的質量控制中,韌性是評價針管抵抗反復彎曲斷裂能力的關鍵指標,直接關系到臨床使用中針管斷裂的風險。根據GB/T 18457-2024《制造醫療器械用不銹鋼針管》及ISO 9626標準,針管韌性試驗采用兩點彎曲法進行。本文系統解析該測試方法的原理、操作要點及影響因素,為相關質檢人員提供技術參考。
兩點彎曲法是專門用于評價細長桿件(如針管)抗反復彎曲疲勞性能的標準方法。其基本原理為:將針管的一端剛性固定,在距固定點規定跨距L的位置施加一個作用力,使針管首先向一個方向彎曲至規定角度θ,然后釋放并反向彎曲至相同角度θ,如此以一定頻率反復交替彎曲,直至達到規定次數或針管發生斷裂。
這一測試方法模擬了針管在臨床使用中可能經歷的反復彎曲工況,如注射操作中的針管變形、運輸過程中的振動等。通過規定角度下的反復彎曲,可以評估針管材料抵抗疲勞裂紋萌生和擴展的能力。
根據GB/T 18457-2024標準,韌性試驗的具體參數為:
彎曲角度:通常在20°至30°范圍內選擇,常用25°
試驗頻率:0.5Hz
彎曲方向:雙向(正反方向交替)
跨距選擇:根據針管公稱規格(外徑)確定,標準附錄中給出詳細列表
結果判定:試驗后使用≥20倍顯微鏡觀察,針管應無可見裂紋
1. 樣品準備與夾持
選取具有代表性的針管樣品,長度應滿足夾持和跨距要求。用無水乙醇清潔表面,確保無油污、無損傷。夾持時應注意:
夾持力應適中,避免夾傷針管表面
夾持部位應光滑無毛刺
確保針管軸線與夾持中心線重合,避免初始偏載
2. 跨距設定
跨距是影響測試結果的關鍵參數。根據針管外徑,從標準附錄中查取推薦跨距值。跨距過大會導致彎曲應力不足,過小則應力集中,均無法真實反映針管的抗疲勞性能。設定時使用精度0.1mm的測量工具確認實際跨距。
3. 彎曲角度校準
彎曲角度直接影響針管彎曲部位的應力水平。測試前應使用角度量具校準彎曲機構,確保實際彎曲角度與設定值偏差在±0.5°以內。對于超薄壁針管,通常選擇較大角度(如30°)以模擬極限工況。
4. 測試過程監控
啟動測試后,觀察彎曲過程是否平穩,有無異常抖動。注意有無金屬疲勞斷裂前的細微聲響。試驗頻率應穩定在0.5Hz±2%范圍內。
5. 結果觀察與判定
達到規定次數后,取下針管,使用≥20倍顯微鏡仔細觀察彎曲部位(特別是彎曲弧外側)。任何肉眼可見的裂紋、發紋均判定為不合格。必要時可拍攝顯微照片作為記錄。
1. 材料因素
針管材料的化學成分、顯微組織、加工硬化程度直接影響其疲勞性能。相同規格下,不同牌號不銹鋼(如304、316L)的韌性可能存在差異。
2. 幾何尺寸
外徑相同條件下,壁厚越薄,針管截面模量越小,相同彎曲角度下產生的應力越大,越容易疲勞斷裂。因此,超薄壁針管的韌性要求通常與正常壁針管區別對待。
3. 表面狀態
針管表面的劃傷、凹坑、腐蝕點等缺陷會成為疲勞裂紋源,顯著降低韌性壽命。標準要求針管表面應光潔、無缺陷。
4. 測試參數
彎曲角度、跨距、試驗頻率的微小變化都會影響測試結果。嚴格控制測試參數是保證數據可比性的基礎。
5. 環境條件
溫度、濕度對金屬材料的疲勞性能影響較小,但**條件仍需避免。
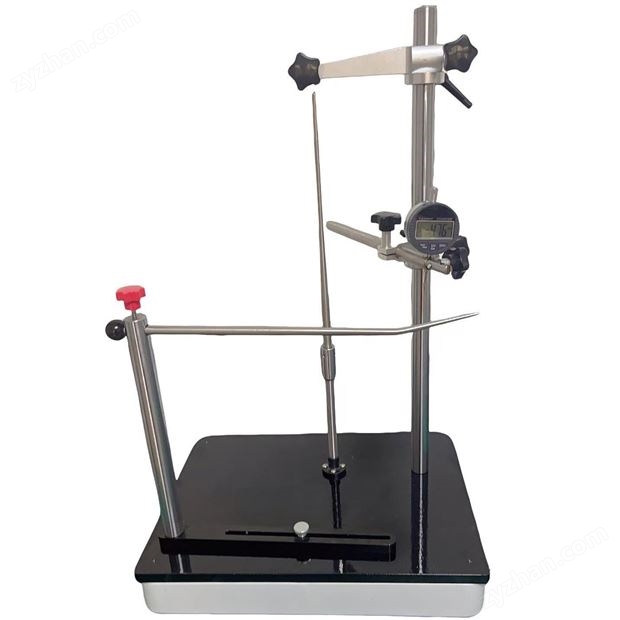
一臺符合GB/T 18457-2024及ISO 9626要求的注射針韌性測試儀,應具備以下核心特征:
彎曲角度控制精度±0.5°,可穩定設定20°~30°范圍內任意角度
跨距調節精度±0.1mm,能準確執行附錄中針對不同規格的跨距要求
試驗頻率穩定在0.5Hz±2%,確保彎曲速度符合規定
夾持系統適應0.18~3.4mm全規格針管,且不損傷樣品表面
可追溯校準記錄,支持醫療器械注冊審評
不符合標準儀器的典型問題與數據偏差:
彎曲角度控制偏差:超過±2°時,應力狀態改變,可能導致壽命測試結果偏差30%以上
跨距設定不準確:誤差超過0.5mm時,對于超薄壁針管,撓度偏差可達15%-25%
頻率不穩定:頻率波動超過10%時,影響材料的疲勞響應,數據重復性差
夾持損傷:夾持力過大或夾持面粗糙,導致針管測試前已受損,誤判為不合格
角度讀數不直觀:無法實時顯示實際彎曲角度,難以發現設備異常
有案例顯示,某企業使用不同測試儀測試同一批0.3mm薄壁針管,因一臺儀器彎曲角度偏差2°,導致反復彎曲次數結果相差0.8次,直接影響合格判定。采用高精度儀器后,數據差異消除。
問:兩點彎曲法與三點彎曲法有何區別?
答:兩點彎曲法是一端固定、自由端施力彎曲,用于評價針管抗反復彎曲疲勞性能(韌性);三點彎曲法是將針管放置在兩個支撐點上,中點施力,用于測定靜載荷下的抗彎剛度(剛性)。兩者評價維度不同,不可相互替代。
問:韌性試驗中,彎曲角度如何確定?
答:根據GB/T 18457-2024,彎曲角度可在20°至30°范圍內選擇,常用25°。對于超薄壁針管,為模擬臨床極限工況,可選擇30°。具體選擇應在檢驗操作規程中明確規定,并在試驗報告中注明。
問:跨距選擇錯誤會導致什么問題?
答:跨距選擇錯誤會改變彎曲部位的應力水平。跨距過大,應力偏低,可能高估針管韌性;跨距過小,應力偏高,可能低估韌性。兩種情況均可能導致對產品質量的錯誤判斷。必須嚴格按照標準附錄中的推薦值執行。
問:韌性試驗后,如何準確判斷是否出現裂紋?
答:建議使用帶顯微成像系統的體視顯微鏡,放大倍數≥20倍。觀察時調整照明角度,使光線斜射彎曲部位,裂紋處會產生明顯的光散射。必要時可使用染色滲透劑輔助觀察。任何可疑跡象均應判定為不合格。
問:測試過程中針管從夾持部位滑脫是什么原因?
答:可能原因包括:夾持力不足、夾持面磨損、針管表面有油污。建議檢查夾持系統狀態,清潔針管表面,適當調整夾持力。注意夾持力不宜過大,以免損傷針管。
本文內容僅供參考討論,基于有限的研究資料整理而成,如有疑問或發現錯誤,歡迎與我們溝通指正。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 預告
預告  預告
預告  預告
預告