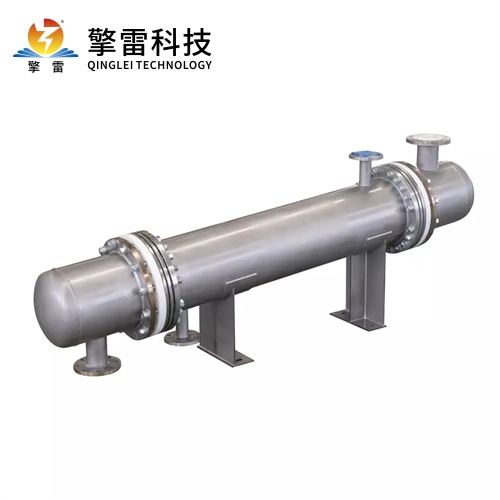
食品殺菌冷卻換熱器功能解析:從精準控溫到工藝優化的核心裝備
在食品工業中,殺菌與冷卻是保障產品安全、延長保質期及提升品質的關鍵環節。食品殺菌冷卻換熱器作為這一環節的核心設備,通過高效換熱技術實現熱量的精準傳遞,確保食品在殺菌過程中溫度均勻、冷卻迅速,同時滿足嚴格的食品安全標準。其功能覆蓋從基礎熱量交換到工藝優化、節能降耗及智能化控制的多維度需求。

一、核心功能:高效熱量交換與精準溫控
高效傳熱,縮短生產周期
食品殺菌冷卻換熱器通過間壁式傳熱(如蒸汽、冷卻水與物料的逆向流動),實現熱量快速交換。例如,板式換熱器采用波紋狀金屬板片形成薄矩形流道,使流體形成湍流(雷諾數Re>5000),傳熱系數可達3000-4500kcal/m2·°C·h,較傳統管殼式換熱器高3-5倍,占地面積減少80%。丹麥某乳企應用后,5分鐘內完成4000升牛奶的加熱-冷卻循環,能耗降低20%。
多段式控溫,滿足工藝需求
通過預熱、殺菌、冷卻段的多段設計,實現溫度梯度控制。例如:
巴氏殺菌:牛奶需在72℃下保持15秒后快速冷卻至4℃,換熱器確保溫度波動≤±0.5℃,避免營養流失。
UHT超高溫殺菌:板式換熱器與蒸汽噴射結合,將牛奶加熱至135℃并保持4秒,冷卻后常溫儲存期達6個月。
瞬時滅菌:螺旋板式換熱器在3-5秒內將果汁加熱至95℃,冷卻后灌裝,保留維生素C含量超90%。
逆流換熱優化,提升熱回收效率
冷熱介質逆向流動使對數平均溫差。某果汁生產案例中,換熱器將果汁從20℃加熱至95℃后,冷卻水溫度僅上升5℃,熱回收率超90%,顯著降低能耗。
二、工藝優化:適應多場景需求
速凍前預冷
肉制品經換熱器從20℃快速降至0℃,減少冰晶生成,保持細胞結構完整,提升產品品質。
冷灌裝與熱灌裝工藝
冷灌裝:碳酸飲料通過換熱器冷卻至2℃,避免CO?逸出,確保口感。
熱灌裝:果汁經換熱器加熱至85℃后灌裝,冷卻至30℃以下形成真空瓶,延長保質期。
熬制與濃縮工藝
醬油在換熱器中循環加熱至80℃,縮短發酵周期20%;果汁蒸發濃縮過程中,換熱器實現高效熱量傳遞,提升生產效率。
三、節能降耗:降低運行成本
余熱回收系統
某啤酒廠應用板式換熱器后,蒸汽消耗降低25%,年節約成本超百萬元。通過回收排汽熱量預熱新風,進一步降低能耗15%-20%。
可再生能源耦合
結合太陽能集熱系統,某集中供熱企業實現食品加工余熱回收,年減排CO? 5000噸,推動綠色生產。
四、智能化控制:提升運行效率
實時監測與自適應調節
集成物聯網傳感器,實時監測溫度、壓力參數。某乳企通過AI算法優化換熱流程,能耗降低15%;通過監測16個關鍵點溫差,自動優化流體分配,綜合能效提升12%。
預測性維護
數字孿生技術構建虛擬設備模型,實時映射運行狀態,預測性維護準確率>98%,減少停機時間,降低維護成本。
五、衛生與安全:符合食品級標準
材質耐腐蝕
板片及密封墊采用316L不銹鋼或鈦合金,符合FDA及GB 4806.7-2023標準,耐氯離子腐蝕(濃度≤200mg/L)。某罐頭生產企業使用鈦合金換熱器后,設備壽命從8年延長至15年。
流道設計
板片波紋設計使流體形成湍流(Re>5000),消除滯留區。某調味品廠應用后,產品微生物指標合格率提升至99.9%。
可拆卸結構,便于清洗
模塊化設計支持單板更換,某食品企業年維護成本下降40%;通過增減板片數量可調整換熱面積,適應生產旺季需求。
六、未來趨勢:技術創新可持續發展
新型材料應用
雙相不銹鋼(SAF 2205)耐蝕性較316L提升2倍,適用于高鹽食品;石墨烯涂層使板片導熱系數提升至5000W/(m·K),結垢周期延長至12個月。
微通道與仿生學設計
3D打印技術制造比表面積超500㎡/m3的微通道結構,傳熱效率突破15000W/(㎡·℃);模仿海洋貝類流道結構,綜合能效提升20%。
與余熱梯級利用
采用雙極膜電滲析技術處理CIP清洗廢水,實現95%水資源循環利用;在煤化工行業,高溫煤氣冷卻裝置中回收余熱發電,效率提升38%。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  預告
預告  預告
預告 










