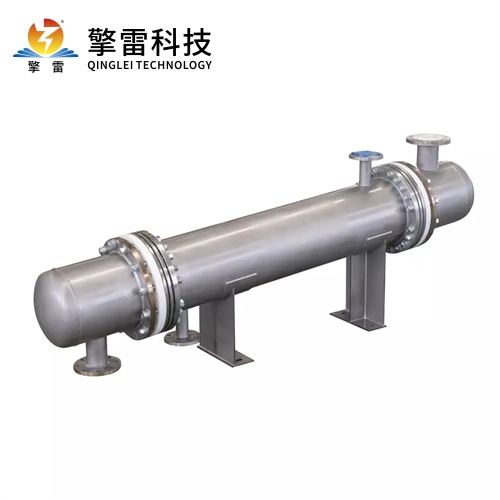
水冷列管式換熱器
一、技術原理與核心結構:精密協同的換熱系統
水冷列管式換熱器通過熱傳導與對流原理實現高效換熱,其核心由五大部件精密協同構成:

殼體:采用碳鋼或不銹鋼材質,可承受壓力≤35MPa、溫度≤600℃的工況,為流體提供安全運行空間。例如,某石化項目殼體設計壓力達32MPa,溫度550℃,滿足高溫高壓需求。
管束:由多根平行排列的換熱管(如Φ19×2mm或Φ25×2.5mm不銹鋼管)組成,管長1.5—6m,形成密集換熱通道。某項目采用2000根Φ19×2mm換熱管,總換熱面積達300㎡,實現每小時500噸工藝流體冷卻。
管板:通過焊接或脹接工藝固定換熱管,高精度加工可控制孔距偏差≤0.1mm,保障管束安裝精度。某食品加工廠采用脹接工藝,管板與管子連接處壓力耐受達4MPa。
封頭:快開式設計單次清洗時間縮短至30分鐘,某乳品廠采用后設備年停機時間減少200小時。
折流板:弓形折流板缺口25%,使流體橫向掠過管束,換熱效率提升40%;優化間距后傳熱系數提升25%。實驗數據顯示,折流板間距從300mm優化至200mm后,傳熱系數提升25%。
二、類型選擇:場景適配的差異化方案
根據工藝需求,水冷列管式換熱器分為三大類型,各有其獨特優勢:
固定管板式:結構簡單、成本低,需補償圈緩解溫差應力。適用于殼程介質清潔、溫差≤120℃的場景。例如,某食品加工廠采用該類型,設備壽命延長至15年,維護成本降低30%。
浮頭式:一端管板可浮動,便于清洗和檢修,適用于易結垢或溫差較大的工況。浮頭密封結構耐壓1.6MPa,溫度450℃。某化工企業采用浮頭式設計,單次清洗時間縮短至4小時,年停機損失減少50萬元。

U型管式:換熱管呈U形,兩端固定于同一管板,適用于高溫高壓條件。U型管彎曲半徑≥2倍管徑,耐壓35MPa,溫度600℃。某電力項目采用U型管式設計,連續運行5年無泄漏,壽命突破10年。
三、性能參數:高效與可靠的量化體現
傳熱系數:范圍1500—3500 W/(m2·K),較板式換熱器提升10%—15%,適用于大流量、高溫差場景。某煉油廠利用設備回收催化裂化裝置余熱,傳熱系數達2800 W/(m2·K),年減排CO? 10萬噸。
換熱面積:單臺設備換熱面積從10㎡至300㎡不等,可根據工藝需求定制。某化工企業采用300㎡換熱器,實現每小時500噸工藝流體的冷卻,滿足大規模生產需求。
壓力與溫度:常規型號設計壓力1.6MPa,使用壓力1.3MPa;高壓型號可達35MPa。設計溫度300℃,使用溫度250℃;高溫型號可承受600℃工況。某鋼鐵企業均熱爐項目采用高溫型號,連續運行超2萬小時無性能衰減。
流速與壓降:管程流速0.5—2m/s,殼程流速0.3—1.5m/s,平衡傳熱與阻力。殼程壓降≤50kPa,管程壓降≤30kPa,確保系統能效。某天然氣處理廠通過優化折流板間距,殼程壓降降低20%,年節約能耗15%。
四、應用場景:跨行業的價值實現
能源行業:
鍋爐煙氣余熱回收:600MW燃煤機組排煙溫度降低30℃,發電效率提升1.2%,年節約燃料成本500萬元。
高爐煤氣余熱回收:回收1000—1400℃煙氣余熱,空氣預熱溫度達800℃,燃料節約率超40%。
化工行業:
冷卻:耐腐蝕,設計壓力≥2.0MPa,溫度150℃,確保安全運行。
反應器控溫:合成氨生產中精確控溫,提高產品純度,生產周期縮短40%。
環保領域:
碳捕集系統:在-55℃工況下實現98%的CO?氣體液化,助力燃煤電廠碳捕集效率提升。
廢氣冷凝:通過高效換熱實現廢氣中有害物質的冷凝回收,減少環境污染。
食品與醫藥:
牛奶巴氏殺菌:實現72℃、15秒工藝,維生素保留率提高20%。
藥物合成:通過精確控溫提高產品純度,滿足GMP標準。
五、技術趨勢:材料與智能化的深度融合
材料升級:研發石墨烯/碳化硅復合材料,熱導率突破300W/(m·K),耐溫提升至1500℃,適用于超臨界CO?發電等工況。
結構創新:3D打印仿生樹狀分叉流道降低壓降20%—30%,提升換熱效率10%—15%。
智能集成:集成物聯網傳感器與AI算法,實時監測流體溫度、壓力及管束振動頻率,提前48小時預警結垢或腐蝕風險,故障診斷準確率≥95%。
綠色制造:開發循環水系統,通過電滲析技術實現冷卻水硬度<0.1mmol/L,減少排污量90%。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  預告
預告  預告
預告 










